|
内径金刚石滚光刀(滚压刀) |
|
|
|
|
技术资料 |
|
|
|
内径金刚石滚光刀(滚压刀) |
|
加工位置 |
|
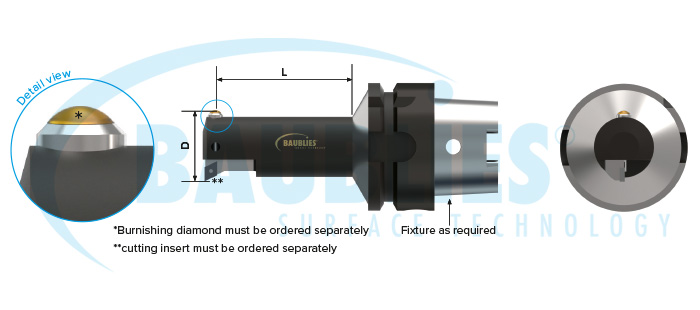
镗孔和金刚石滚光组合 |
|
标准刀柄 |
|
直柄或锥柄 |
|
可选工具设备 |
|
-VDI或HSK刀柄等 |
|
|
|
|
|
|
|
使用参数(请注意,此信息仅供参考) |
|
切削速度 |
|
50-150m/min |
|
进给速度 |
|
0.05-0.15mm/rev |
|
工件余量 |
|
0.01mm |
|
滚压量 |
|
0.01-0.02mm(单边) |
|
润滑 |
|
乳化液或油;经过滤的润滑剂(< 40 µm)可提高表面质量和滚光刀寿命。 |
|
工件预处理 |
|
表面粗糙度达到Rz 15 µm以下 |
|
适用于硬切削 |
|
|
|
提示信息 |
|
在开始试刀的时候,可降低切削速度进行测试,进给速度可以保持不变。在不利于滚压的条件下进行加工,如高强度材料,或润滑不足的情况下,应降低切削速度。
使用镗滚一体组合式刀具需在加工中心主轴上加装U轴(平旋盘),以提供偏心旋转功能(加工过程见视频)。 |
视频演示

